Solid knowledge and execution of clamping and fixturing can have a profound effect on the laser welding process. To ensure quality welds during laser plastic welding, intimate contact between the two parts is paramount. Close contact will allow for adequate heat to be transferred, through heat conduction, from the absorbing lower layer to the transmissive upper layer.
Injection molded parts should, ideally, fit well together naturally. However, injection molding is not an exact process; some tolerance must be accounted for. Clamping pressure properly applied to a joint during welding will overcome these tolerances.
There are three different categories of clamping tooling that will be covered in this article.
Acrylic/Quartz-Glass Tooling
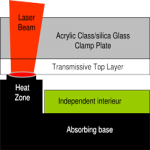
This is the most flexible type of tooling. A flat acrylic or quartz-glass plate is affixed to a machined metal frame. The simple design allows for clamp force to be applied to the entire surface of the welded part.
This is a very flexible type of tooling. It can be used on multiple applications with varying patterns, with no need to change tooling. Acrylic/glass tooling is almost exclusively used for prototyping or low volume runs. The glass surface tends to attract dust and other particulates and requires frequent cleaning, making it unsuitable for high volumes. Also, the flat nature of the glass plate limits its use to two-dimensional applications.

Acrylic Clamp Tool
Dual Clamping Device
Dual clamping devices (DCDs) are entirely metal, and the “dual” attribute stems from the fact that the device clamps on both sides of the weld joint.
DCDs are designed for high-volume runs. Unlike acrylic/glass tooling, DCDs do not attract dust and, therefore, require no cleaning. Metal tooling will last much longer than the acrylic/glass, which tends to absorb heat overtime and melt or break. Also, this type of tooling allows for three-dimensional characteristics in the part.
DCDs are always custom machined for each application, depending on their complexity they can be very expensive to build. They are limited to the single application design they were created for and are not good for prototyping.

Dual Clamp Device (DCD)
Hybrid Tooling
Hybrid tooling is a combination of the previous two tool types, and is essentially a compromise of their pros and cons. The combination of the acrylic plate and the metal tooling allows for the three dimensional aspects in the application like a DCD. Also, as the acrylic/glass is not coming into direct contact with the part it is less likely to break or melt from frequent heating, making it more durable than pure acrylic or glass tooling.
Hybrid tooling still has the drawback of the solid plate which will attract dust and require cleaning. However, this makes the tooling less expensive and easier to engineer.

Hybrid Clamp Tooling
TwinWeld3D Roller Arm
Laser welding functionality has been greatly expanded with robotic assistance. Larger and free-form shapes can now be easily welded using systems like the LPKF TwinWeld3D. This technique requires a different approach to clamping. The clamping force is applied by the robot via a roller arm. Only a bottom nest is required for new applications, cutting tooling costs dramatically.

TwinWeld3D Robotic Clamping Arm and Fixturing
Bottom Nest
Typically the nest is simply a workpiece carrier, designed to hold the part with accurate positioning in relation to the laser. Nests are always customized and vary greatly by application.
The key thing to consider when designing effective nesting is for support along the entire joint line. Clamping force from the tooling can apply great amounts of pressure and adequate support will ensure the parts do not warp or break.
Pneumatics
With exception of the TwinWled3D system, the clamp tooling is affixed to a pneumatic press. Clamping forces typically range from 300psi to 600psi. Pressure is applied prior to laser action and will usually maintain hold on the part for 3-10 seconds after the laser is off to ensure proper cooling of the plastic.
The pneumatics press is capable of monitoring the amount of collapse (commonly .1-.3mm) during and after welding, a key indicator of weld quality. Rotary index tables can offer faster load and unload times.
Conclusion
Although the emphasis in laser plastic welding engineering is often put on the laser and its interaction with the material, it is necessary to understand the importance of quality clamping and fixturing. More often than not mechanics are the difference between a good or bad weld.