Transmission welding or laser transmission welding also goes by a few other names, including: laser plastic welding, through-transmission welding (TTLW) and laser polymer welding. The names may be different but the concept is all the same.
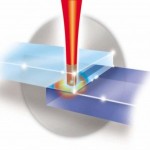
Although, “laser plastic welding” is the term most often used to describe this technology, “transmission welding” is a much more descriptive term and more accurately portrays the process. This is because the basic principle of this joining method is passing, or transmitting, laser radiation through one piece of plastic to create a weld. Unlike standard welding where the energy is applied at the surface of the materials. Transmission welding aims to apply the energy in between two plastic pieces at their interface.

Transmission Welding
The Four Factors of TLW
There are four main requirements to creating a transmission weld, they are each described below.
Transmissive Upper Part
The upper layer needs to be transparent to laser wavelengths in the infrared and near-infrared spectrum. Typical laser wavelengths are 808nm or 980nm. Keep in mind the transmittance of laser radiation (infrared light) is not the same as the optical transparency of the plastic. While many thermoplastics that are laser welded do have optical translucency it is not required, and welds can be realized with optically opaque upper layers.
Adsorbing Lower Layer
Once the laser beam passes through the upper layer it still needs to be converted into thermal energy. This happens at the interface of the two joining parts. The lower needs to have the ability to absorb the light energy to create heat.
Most thermoplastics naturally transmit infrared laser radiation so absorptive properties are realized by adding soot or pigmentation. The most common, and best, absorbing additive is carbon black doped at a rate of about 0.5%. As this technology become more prevalent, however, a variety of other additives have been developed specifically for laser polymer welding. For more information about color and absorbing additives please see this article, How Does Color Affect The Welding Process?
Clamping and Contact
Once the laser light energy is converted into heat by the absorbing lower layer, that thermal energy still must be transferred to the upper layer to allow for it to soften and melt. By ensuring the two parts are in intimate contact the heat energy can be conducted to the upper layer. Typically parts fit well together, but to ensure excellent, consistent contact clamping force is often used.
Material Compatibility
Like any welding method, the plastics to be joined require similar chemical makeup. The most important factor being that the two plastics have similar melting/softening ranges. In this way both plastics will be melting at or near the same time. A complete chart of plastics compatibility can be found, here.
The most common thermoplastics can be welded, including but not limited to:
- Nylon – PA 6 and variations
- Polypropylene – PP
- Polycarbonate – PC
- ABS
- Polystyrene – PS
- PTFE
- PMMA
Advantages
Transmission welding has a myriad of advantages over traditional welding methods, like ultrasonic, hot plate, vibration and spin. To name a few:
- Minimal mechanical stress
- Precise energy control
- Strong/durable welds
- Minimal flash and particulate development
- Clean consistent welds down to the micrometer range
- Fast cycle times
Applications and Industries
Automotive
- Sensor housings
- Lighting
- Instrument clusters
- Interior panels
- Fluid control devices
Medical Device
- Catheters
- Microfluidics
- Fluid control
Consumer
- Electronics
- Many others
Application pictures can be seen in our Application Gallery.
Clear-to-Clear
A transmission weld may seem impossible when joining two clear thermoplastic parts, but new developments have allowed for clear-to-clear welds and even introduced some great flexibility into laser welding.
Using higher wavelength lasers and focusing the beam waste at the same depth as the interface, the majority of the energy is directed here and heating of both the upper and lower parts is realized simultaneously with no need for an absorbing additive. This opens up new doors for not only clear-to-clear applications, but new joint designs as well (i.e. butt joints).
This method of laser welding is not technically considered through-transmission laser welding, but it is worth note to understand the difference and be aware of the technology as an option.
If you have any questions or comments leave them below or feel free to join the Laser Plastic Welding LinkedIn group.
Author:
Josh Brown
Market Development Representative
LPKF Laser & Electronics


By Jay October 24, 2014 - 1:33 am
.
tnx for info!!